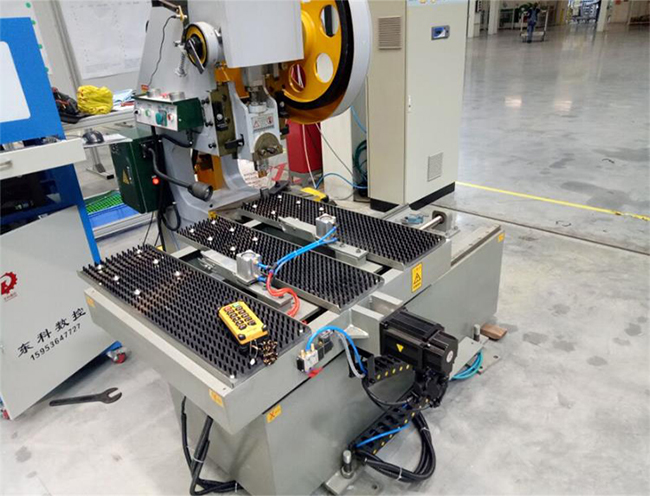
如果遇到冲床自动送料机的模具遭到损坏,冲床自动送料机厂家东科数控告诉大家从以下几点可以得出维修处理的方法:

1、热处埋:淬火温度不宜过高或不一,回火次数温度时间要适当,把握好淬火方式时间。 2、冲压叠料:料片重叠时不能继续冲压。 3、废料阻塞:冲床自动送料机落料孔应开钻合适的尺寸,落料落在床台时应及时清理。 4、冲头掉落:要用一定强度的螺丝充分固定好冲头。 5、逃孔不一:冲头压板逃孔尺寸深度要足够,冲头和剥料板逃部要一致。 6、异物进入:制品吹出弹回,模零件崩损掉落,螺丝突出模面或其他物品进入模内,都可能损坏下模、剥料板或冲头,导柱。 7、组立错误:零件位置、方向要安装正确。 8、弹簧因素:自动送料机弹簧配制要正常。 9、冲压不当:工作高度调整过低,导柱失油,料条误送或冲半料,周边设备如送、放、收料机损坏,空气管未装或未开,冲床异常等,所造成的损坏。 注重以上几个方面,正确使用冲床自动送料机,就能更好地减少自动送料机模具的损坏率,达到更高的效率。
|